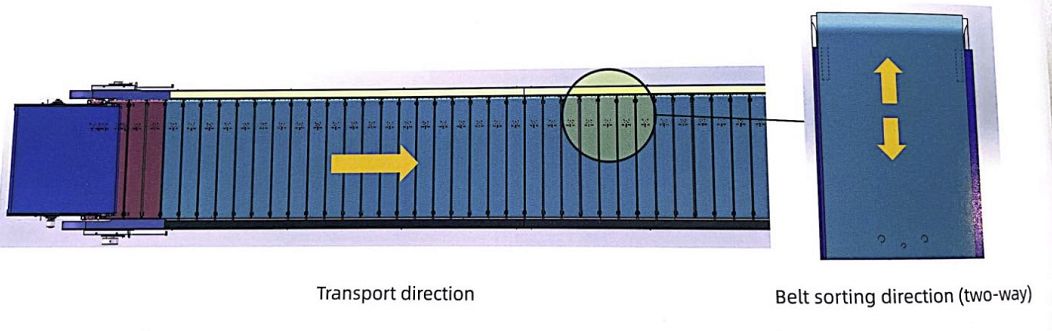
पार्सल बोक्ने बेल्ट बोक्नको लागि लाइनर क्रस बेल्ट सॉर्टरलाई चेनमार्फत मोटरद्वारा चलाइन्छ।स्क्यानिङ प्रणालीले चुट र साइज जानकारी प्राप्त गरेपछि, योपार्सलहरूलाई चुटमा पुर्याउन र पार्सलहरू क्रमबद्ध गर्ने उद्देश्य हासिल गर्नका लागि ट्रलीहरूको बेल्टहरू क्रमबद्ध दिशामा एक-एक गरेर सर्ने बनाउन PLC मार्फत चुटमा डाइभर्टिङ मेकानिजमलाई ट्रिगर गर्नुहोस्।
| वस्तु | प्यारामिटरहरू | ||
| मोटर पावर | ११ किलोवाट (३०-४० मिटर) | १५ किलोवाट (४०-५० मिटर) | १८.५ किलोवाट (५०-६० मिटर) |
| प्रसारण चौडाइ | 1000mm | ||
| प्रवाह गति | 1.5m/s | ||
| Chutes केन्द्र दूरी | 2200mm | ||
| अधिकतम क्रमबद्ध दक्षता | 6000PPH (800mm मा पार्सल लम्बाइ) | ||
| अधिकतम क्रमबद्ध आकार | 1600X1000(LXW) | ||
| अधिकतम क्रमबद्ध वजन | ६० किलो | ||
| चुट चौडाइ | 2400-2500mm | ||
| पार्सलहरू बीच न्यूनतम दूरी | 300mm | ||
| क्यारियर पिच | १५.२४ मिमी | ||
| बेल्ट चौडाइ | 140mm | ||
| स्थानान्तरण कोण | 1000mm चौडाइ 25 डिग्री संग, 32 डिग्री संग 1200mm चौडाई | ||
| Solenoid वाल्व | |||
| वस्तु | प्यारामिटरहरू | |||
| मोटर पावर | ९ किलोवाट (३०-४० मिटर) | ११ किलोवाट (४०-५० मिटर) | १५ किलोवाट (५०-६० मिटर) | १८.५ किलोवाट (६०-१०० मिटर) |
| प्रवाह गति | 2-2.2m/s | |||
| न्यूनतम Chutes चौडाई | 1000mm | |||
| अधिकतम क्रमबद्ध दक्षता | 8500PPH(पार्सल लम्बाइ 400mm) | |||
| इलेक्ट्रिक ड्रम मोटर पावर | 300W | |||
| वजन लोड गर्दै | ६० किलो/मि | |||
| चुट चौडाइ | 2400-2500mm | |||
| क्यारियर पिच | १५.२४ मिमी | |||
| बेल्ट चौडाइ | 126 मिमी | |||
आवेदन
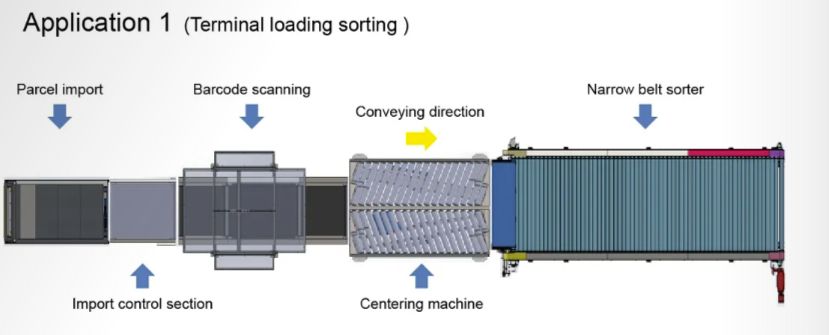
टर्मिनल लोडिङ क्रमबद्ध
1. पार्सलहरू टेलिस्कोपिक बेल्ट कन्वेयर वा अन्य विधिहरू क्रमबद्ध लाइन मार्फत आयात गरिएको थियो।
2. पार्सलहरू पार्सल दूरी प्राप्त गर्न आयात नियन्त्रण खण्डद्वारा नियन्त्रण गरिएको थियो र बारकोड ग्रिड जानकारी र आयाम जानकारी पढेपछि।
3. सेन्टरिङ मेसिन मार्फत आएपछि तोकिएको ग्रिडमा साँघुरो बेल्ट सॉर्टर क्रमबद्ध गर्नुहोस्।
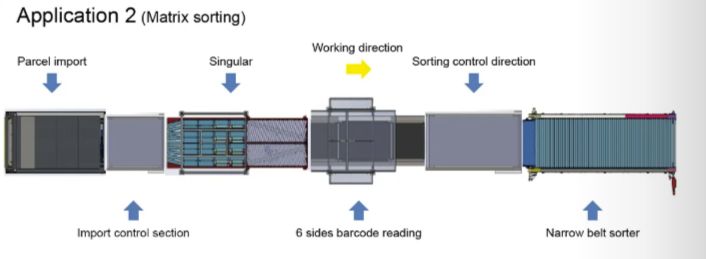
म्याट्रिक्स क्रमबद्ध
1. पार्सलहरू टेलिस्कोपिक बेल्ट कन्वेयर वा अन्य विधिहरू क्रमबद्ध लाइन मार्फत आयात गरिएको थियो।
2. पार्सलहरू एकल प्रणाली पढिसकेपछि र बारकोड ग्रिड जानकारी र आयाम जानकारी पढेपछि पठाइएका थिए।
3. नियन्त्रण खण्ड पछि तोकिएको ग्रिडमा साँघुरो बेल्ट क्रमबद्ध पार्सलहरू।
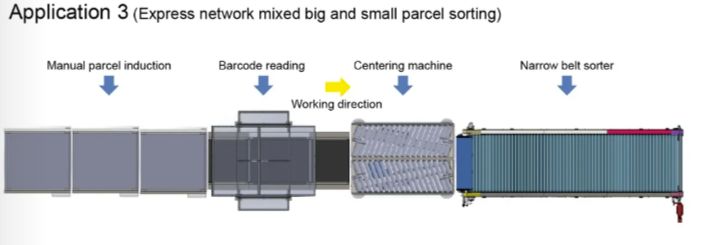
प्रणाली चलिरहेको प्रवाह
1. इन्डक्सन बेल्टमा पार्सलहरू म्यानुअल रूपमा राख्नुहोस् र प्रत्येक बेल्टले एउटा पार्सललाई मात्र अनुमति दिनुहोस् ताकि प्रत्येक पार्सललाई नियन्त्रण गरियो।
2. पार्सल गर्ड र आयाम जानकारी बारकोड पढाइबाट पढिएको थियो।
3. सेन्टरिङ मेसिन पछि क्रमबद्ध पार्सल निर्दिष्ट गर्ड मा खस्छ।
साइट मा मामलाहरु